割り出し5軸加工 ステンレス精密部品 R0.2以下ピン角


おはようございます!
あけましておめでとうございます!
既に、2月になっちゃってしまってますが!!
ブログ更新が止まってしまいました。大変申し訳ありません。
今回の切削加工は、ステンレスのモノになります!!
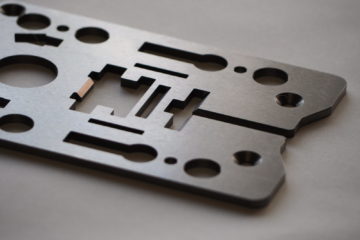
割り出し5軸加工 ステンレス精密部品 R0.2以下ピン角 の製品になります

材質 SUS304
ワークサイズ Φ14×30
今回の切削加工のポイントはこの一点になります!
隅R0.2以下
三次元形状のモノを三軸マシニングセンタで切削加工をしようとすると、
ほとんどの場合、ボールエンドミルを使用することが多いと思いますが、
R0.15のボールエンドミルが突き出し15ミリ!
ロングネックボールエンドミルを使用すれば、加工可能かもしれませんが、
そのような工具を持ち合わせていないことと、R0.15のロングネックボールエンドミルだと、
一回当たりのZ切込み量は、0.001ミリの世界になってきますので加工時間がとんでもないことになってしまいます!!
今回、私が使用した荒加工と仕上げ工具は、
フラットエンドミルになります!
最小R0.2以下だから、R0.15くらいのボールエンドミルを使用して
等高線仕上げ加工のようなツールパスを出すのでは・・・?
確かに、Zピッチを細かく設定して主軸を高速回転して切削加工をしても大変良いモノができると思います。
ただ、ものすごく切削加工時間が長い!!
弊社では、いかに精度よく、短時間の切削加工にてできるかを追求しております。
今回は、割り出し5軸加工という加工方法で切削加工しました!

割り出し5軸加工というのは、簡単に説明させていただきますと、C軸とA軸を設定した角度に
固定した状態で、X軸、Y軸、Z軸を動かして切削加工することです。
削りたいサーフェイスに平行になるようにしてあげれば、フラットエンドミルで切削加工してあげれます!
今回使用したフラットエンドミルはΦ10です。
Z切込み量は5ミリほどかけれたので、R0.15のボールエンドミルを使用するよりもずっと速く切削加工が終了するとともに
面精度、R0.2以下の条件もバッチリOKです!
角度のついた穴あけ加工や、隅Rの厳しい条件の製品も、割り出し5軸加工を使用して
お客様の期待に応えれる製品を切削加工可能ですので、
3次元形状の製品など、お待ちしております!!
美岳製作所 山田剛嗣