5軸加工技術説明 (漢字を掘り込みしてみた)

こんにちは!
梅雨になり、雨の日が続いておりますが体調管理を徹底しておりますでしょうか?
僕は自転車に乗るのが好きなのですが、雨だと乗れないので寂しい日々を過ごしております・・・。
さて、今回の記事は!
youtubeに投稿しました、漢字を掘り込みしてみた!の5軸加工機での
CAMのツールパスの説明になります。
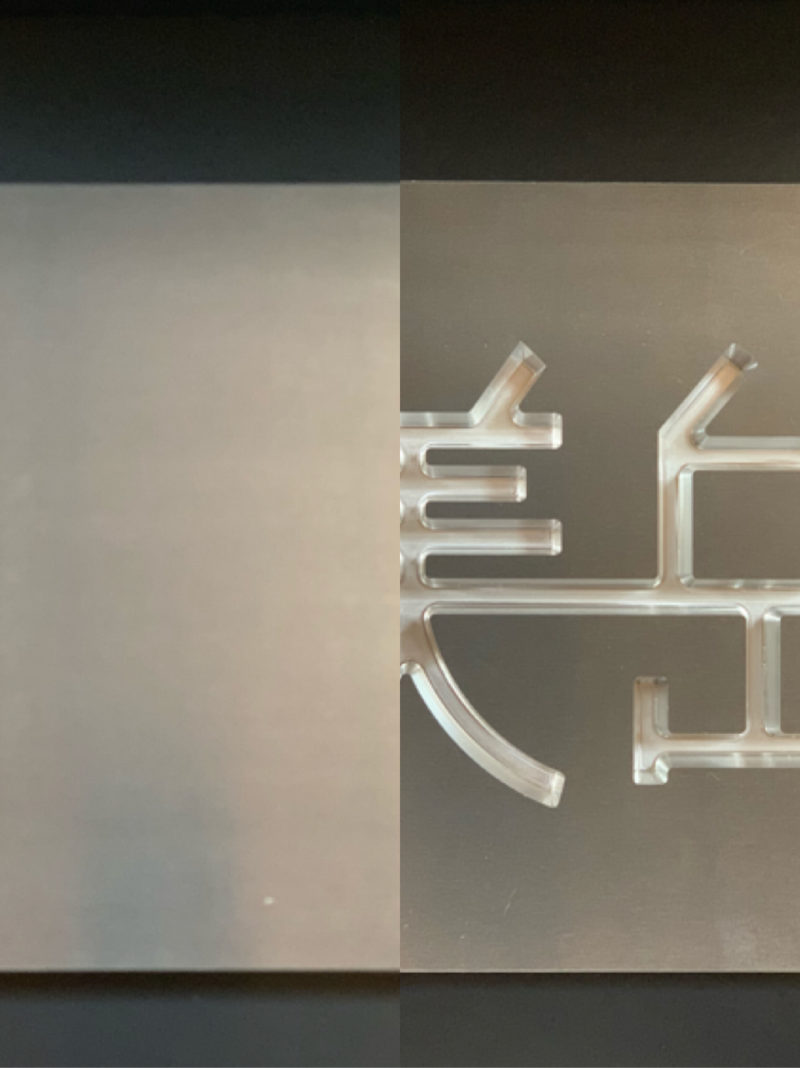
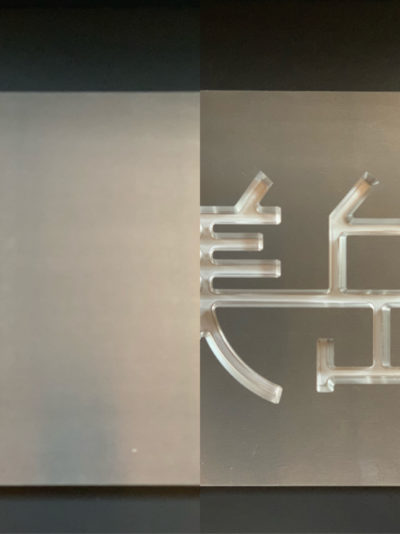
美岳という文字をアルミ板に彫り込む。
荒加工の3Rボールエンドミルより切削加工スタートしました。
次の工具は2R。
立壁などにツールパスが出てくれる等高線仕上げ加工と
平らに近い面にツールパスを出してくれる走査線仕上げ加工にて
2Rのボールエンドミルにて荒加工から、仕上げ加工まで行いました。
ここまでは、XYZの三軸加工。つまり、3軸のマシニングセンタでも加工可能な3D加工です。
次に1Rのボールエンドミル。
0.5Rのボールエンドミル。
0.3Rのボールエンドミル。
この順番で切削加工していきました。
削り残り加工という、2Rのボールエンドミルにて加工した時の、
R部分を追い込んでくれる加工方法です。
美岳の底面は深さ15ミリ。
1Rのボールエンドミルでも7倍以上の突き出し量が必要になります。
ロングネックボールエンドミルも市販されていますが、
一回当たりの切込み量は少なくなりますので
加工時間も長くなっていってしまいます。
なので今回は、A軸を10度、C軸を回転させながら削る方法で切削加工しました。
美岳という掘り込みは凹形状なので思い切った角度でA軸を30度などにすることはできず、
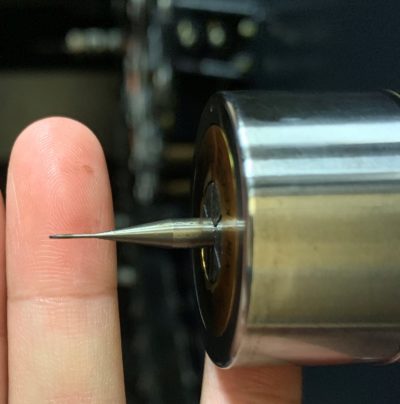
先端長さが4ミリのロングネックボールエンドミルを使用して削り残り加工を行いました。
シャンク形状が4Φなので、立壁にどうしても角度をつけてしまうとツールパスが出てこないです。
工具と製品の干渉するギリギリの先端長さが0.3Rの4ミリのロングネックボールエンドミルだったので
一回当たりの切削量は0.01ミリ。0.05ミリの切削量になってしまったら、
0.3Rのロングネックボールエンドミルはポキンと折れてしまっているでしょう。
ただ、それぐらい細い工具ですとシャープペンシル並みに細いので
折れた時の音はわからないと思います・・・。
0.3Rのロングネックボールエンドミルはとても切削加工の時間がかかったのですが
ロングネックボールエンドミルは5軸加工でも必須の工具だと痛感します。
(もちろん先端長さが長くなると切削加工時間が増えてしまうので何回も先端長さを調整しながらツールパスを出してます)
今回の掘り込みは、できるだけ製品面を綺麗にすることがポイントの一つだったので
派手に軸を動かすことはありませんでしたが、高精度に仕上がりました。
試作品は是非、美岳製作所にお問い合わせください。
美岳製作所 山田剛嗣