試作品なら美岳! 自動車業界 ステンレス 歪み対策


こんにちは!
GWまで一週間切りましたね!
・・・昨日の始まりと同じになってしまいました(笑)
さて、今週の切削加工は
試作 自動車関係 ステンレス 歪み対策 です!
試作なら試作屋だからいつもやっているじゃないか!
ご指摘を受けてしまうようなタイトルになっていますが
今回も納期が関係しておりますので、短納期で製品が欲しいお客様は
要チェックですよ!

材質 SUS304
ワークサイズ 50×50×60
業界 自動車業界
ステンレスを削ってほしいとのお問い合わせ、6割くらいなっています
ありがとうございます。
それほどステンレスというのは切削加工しにくい材質です。
毎回同じようになってしまいますが、
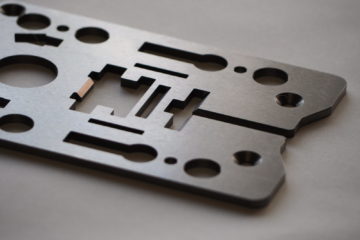
ステンレスで怖いのは、切削加工をした後の歪みが一番怖いのです。
削り方を間違ってしまうと0.5ミリの段差を切削加工しただけで歪みが起きてしまう事
当たり前の世界です。
勿論お客様とのやり取りの中で、図面の中や3Dデータの中で大切なところと
一般交差レベルの部分とお話させていただいて
どうしても一般交差レベルで歪みが生じてしまう事はあります。
削るということは、刃物と材料が熱を持ちます。
熱によってステンレスは大きく変形しやすいため、歪みが生じてしまいます。
歪みが生じてしまうのを理解した上で切削加工する方法というのは二種類あります
今回の製品では歪みを最小限に抑える方法にて切削加工をしました!
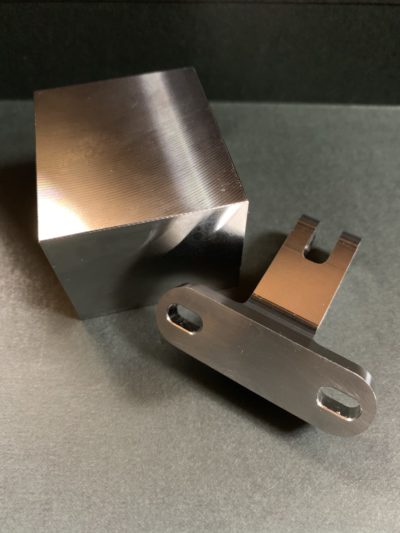
材料から考えると半分以上削ってしまうのがおわかりでしょうか?
形状が形状ですから、荒加工した後に仕上げ削りするのもクランプするのが
大変になってしまいます。
よって今回は歪みを最小限に抑える方法にしたわけです。
歪みを抑える方法は一つ目は、使用する刃物の切れ味が良い事。
切れ味が悪いことによって、刃物と材料の抵抗が強くなってしまい
材料が熱を持ってしまうためです。
二つ目は、がっちりとクランプした状態で形状部分を少しでも大きく削れる事が行えることです。
つまり、材料がしっかりと固定している状況が大切なんです。
万力で薄くクランプしようとか考えてしまうと、
クランプしている部分が万力の締めつける力によって変形してしまう事もあるからです
そして形状部分を少しでも大きく削れる事の理由は、とにかく工程数を少なくしたい事。
工程数が増えてしまうと、工程数の最後の方は大体クランプする部分が少ない状態で
クランプすることが多いので、仕上げている部分をクランプして変形してしまったら
全て台無しになってしまう可能性もあるため、
がっちりとクランプできる状況でバリバリ削れるが大切になってきます

短納期のお話がありましたが、今回の製品は土日対応にて切削加工しました!
数量は3個だったのですが、最初に1個テストで削ってみてから残り二個を製作しました
GW明けのお仕事でしたら、材料屋さんから材料を調達できるのが今週の木曜日までとなりますので
お問い合わせはお早めによろしくお願いいたします!!
美岳製作所 山田剛嗣