5軸加工 金型部品 三次元形状 複雑形状


こんにちは!
桜が咲き始めて春を感じるこの頃です。
スタッドレスタイヤからサマータイヤに履き替えて、気持ちはルンルンです!
さて、今回の切削加工は、
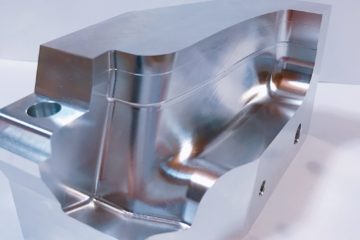
5軸加工による切削加工!

材質 S45C
ワークサイズ Φ300×180
旋盤形状部分に、ボールエンドミルで切削!!
傾斜している面に360度、削り込みの仕事でした・・・。
精度を向上させる為に軸数を減らすこと、割り出し加工によるXYZのみを使用する
ツールパスを出力することも可能でしたが、
割り出し加工なのでC軸、A軸を固定したまま切削加工することによって
部分的に削り残ってしまうところがあることがあるので
削り残ってしまったところの修正プログラムを作成が必要になる場合があります。
一番の理由は、切削加工の時間の長さが関係してきてしまいます。
そしてNCデータを作成するということについてお話させてください。
おおよそのNCデータが完成するまでの手順なのですが、
①等高線仕上げ加工や、走査線仕上げなどの使用するプログラムの種類の選択
②使用する工具、一回当たりの工具の削る量を入力
③削る面の指定や、一回削った後の工具のアプローチやリトラクトの設定など
④実際に切削加工できるのかパソコン上で計算させる時間
⑤そして実際に加工してみた時のシュミレーションチェック
この五つをこなさなければ5軸加工機にNCデータを移し、
5軸加工機を動かすという工程を組み込むことによって工作機械を
動かせるという事なのですが、
今回のポイントは
実際に切削加工できるのかをパソコン上で計算させる時間、
加工してみた時のシュミレーションチェックが
製品の大きさや精密の度合いによって計算時間が長い事が多いです。
割り出し加工、とても使う加工方法なのですが、360度の割り出し加工になると
荒加工、そして仕上げ加工という加工手順に
なりますので、プログラムの数量が多くなってしまいます。
つまり、計算時間がとても長いことになってしまうんですね。
全ての計算が終わるのに半日かかってしまう事も・・・。

今回の加工方法では、割り出し加工を使用せずに、荒加工一つ、仕上げ加工一つ
合計二つのプログラムにて切削加工しました!
HYPERMILL様様でございます・・・。
切削工具の動きとしましては、A軸固定の同時4軸加工で行いましたので
高精度、スピーディーに切削加工できました!
弊社では、三次元形状に力を入れております!三次元形状や複雑形状で
お困りの方がいらっしゃいましたら
是非、お問合わせお待ちしております!!
美岳製作所 山田剛嗣